
.Fai da te.

Uno strumento di base per il mio CondorLAB.
Finalmente i miei lieviti sono liberi di muoversi efficacemente.
L'agitatore magnetico risulta essere indispensabile per la preparazione degli starter o la coltura dei lieviti. Dunque, l'uso sempre maggiore di lieviti liquidi mi ha portato sulla strada di questo strumento. Visto i costi molto alti, ho facilmente optato per il più semplice ed economico, fai da te. Nonostante i miei evidenti limiti in elettronica, la costruzione è stata molto veloce e molto soddisfacente. Il funzionamento dell'agitatore è altrettanto semplice. Una calamita ruota sotto un recipiente di vetro contenente il liquido che deve essere mescolato, grazie al campo magnetico, mediante un'ancoretta (una barretta magnetica), il liquido viene mescolato.

Come già detto, questo strumento ci viene in aiuto con gli starter (un processo che ci permette di aumentare il numero di cellule da inoculare nel mosto). L'agitatore permette un movimento costante e continuo alle cellule del lievito, nel mosto. Proprio questo movimento darà alle cellule un intenso accesso agli zuccheri e all'ossigeno, ottenendo una maggiore crescita delle cellule.
Materiale:
- Scatole di derivazione
- Trapano
- Nastro isolante
- Passacavo (in plastica)
- Interruttore
- Nastro biadesivo
- Trasformatore da 12v
- Cavo unipolare (come il trasformatore)
- Potenziometro
- Ventola da PC 12v
- Magneti
- 4 viti lunghe con 8 dadi
- Ancoretta magnetica (ricoperta in teflon)
 Costruzione
Costruzionea. Come primo passo si deve decidere dove meglio posizionare, nella scatola di derivazione, il trasformatore, la ventola e l'interruttore. Posizionare la ventola a circa 1 o 2 cm dal coperchio, con l'aiuto delle 4 viti lunghe e dei dadi.
b. Subito dopo il fissaggio dei tre componenti (per comodità il fissaggio può essere anche fatto successivamente), con un trapano si deve fare il foro, per il passacavo e il cavo del trasformatore.
c. Collegare uno dei due fili del trasformatore a quello nero della ventola col nastro isolante. Mentre il restante filo del trasformatore deve essere collegato all'interruttore (entrata).
d. Con del cavo unipolare collegare interruttore (uscita) con il potenziometro (entrata). Mentre con il filo rosso collegare il potenziometro (uscita) alla ventola.
e. Posizionare i magneti alla ventola con del nastro biadesivo.
Passare al collaudo, il gioco è fatto!
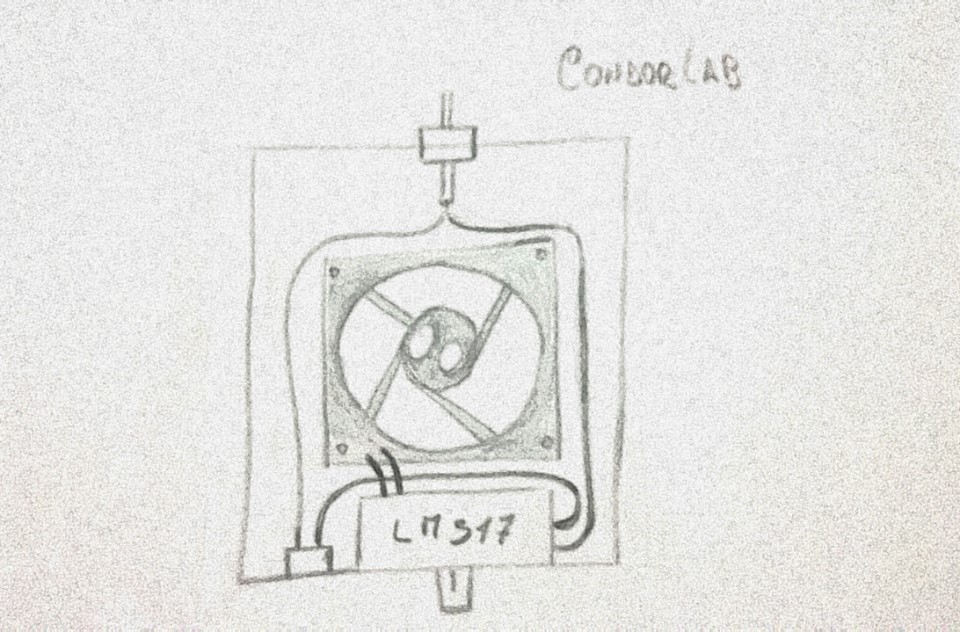
LM317


LM317

Per ottenere una ventola che possa andare a bassi giri, bisogna munirsi di un circuito stampato, LM317, si trova facilmente online. Per i vari collegamenti che ho fatto, con questo tipo di circuito, vi lascio la foto qui sotto (spero possa essere comprensibile).
Questo post è solo a scopo informativo, sulle mie esperienze, non mi assumo la responsabilità su ciò che farete e sui danni che potrete causare.

















